
Starting an apparel brand is an exciting journey, but it comes with a lot of decisions—especially when it comes to printing your designs on garments. Whether you’re launching a custom t-shirt line or creating branded merchandise, choosing the right printing technique is crucial to your success.
The printing method you pick will impact everything from costs and quality to the feel and durability of the finished product. With so many different printing techniques available, how do you decide which one is best for your brand?
In this guide, we’ll break down some of the most popular and effective apparel printing techniques: from classic screen printing to modern methods like digital printing. We’ll also dive into unique options like puff printing for 3D designs and reflective printing for visibility in activewear.
What to Consider Before Choosing a Printing Technique

Choosing the right printing technique for your apparel brand isn’t just about picking the flashiest method—it’s about understanding your brand’s needs and long-term goals. Here are a few key factors to keep in mind when making your decision:
Cost-Effectiveness
When you’re just starting out, cost is a major concern. Some printing methods, like screen printing, require higher setup costs, but they’re much more affordable when you’re printing large quantities. Other methods, like digital printing, have a lower initial cost and are better suited for smaller batches or intricate designs, but they can become expensive with larger orders.
Volume
How many pieces do you plan to print? If you’re focusing on small batches or limited-edition collections, digital printing or heat transfer printing might be your best bet. If you anticipate needing bulk production, techniques like screen printing or silicone printing will be more efficient and cost-effective for large orders.
Fabric Type
Not all printing methods work well on every type of fabric. For example, pigment printing works best on lighter materials like cotton, while discharge printing is ideal for softer, pre-washed fabrics. Make sure to choose a method that’s compatible with your preferred materials to ensure vibrant, lasting results.
Desired Finish
What look and feel do you want for your apparel? If you’re going for a soft, subtle finish, discharge printing or digital printing might be your go-to. If you’re aiming for something more bold or textural, techniques like puff printing, high-density printing, or embossed printing will make your designs stand out.
1. Screen Printing
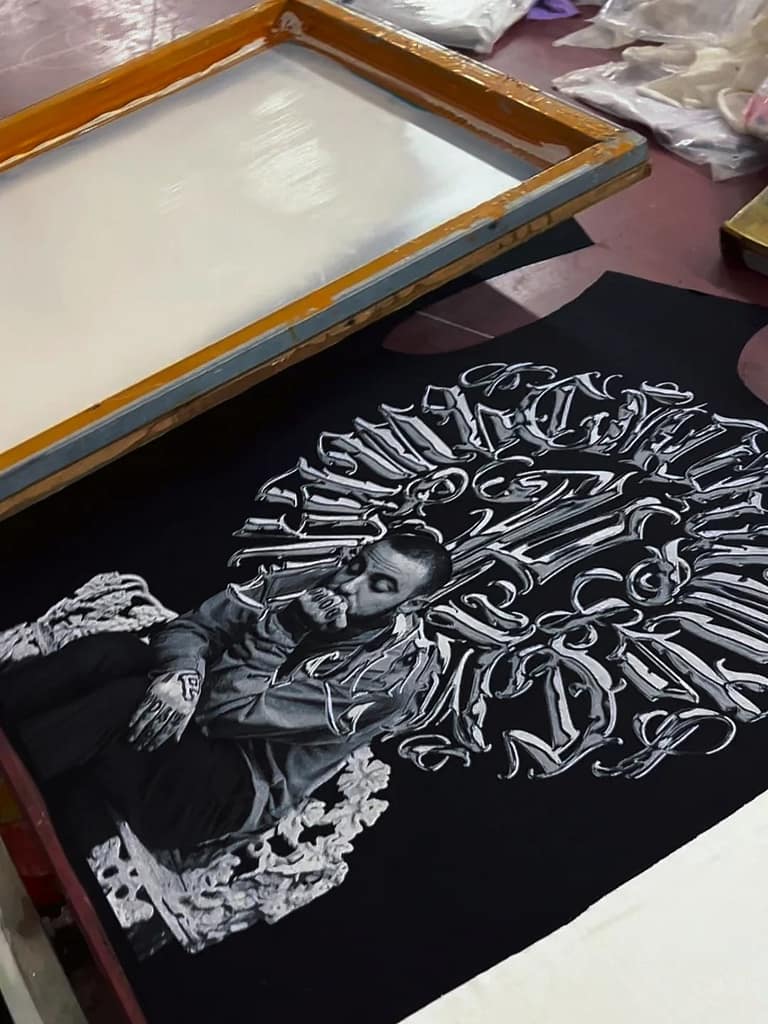
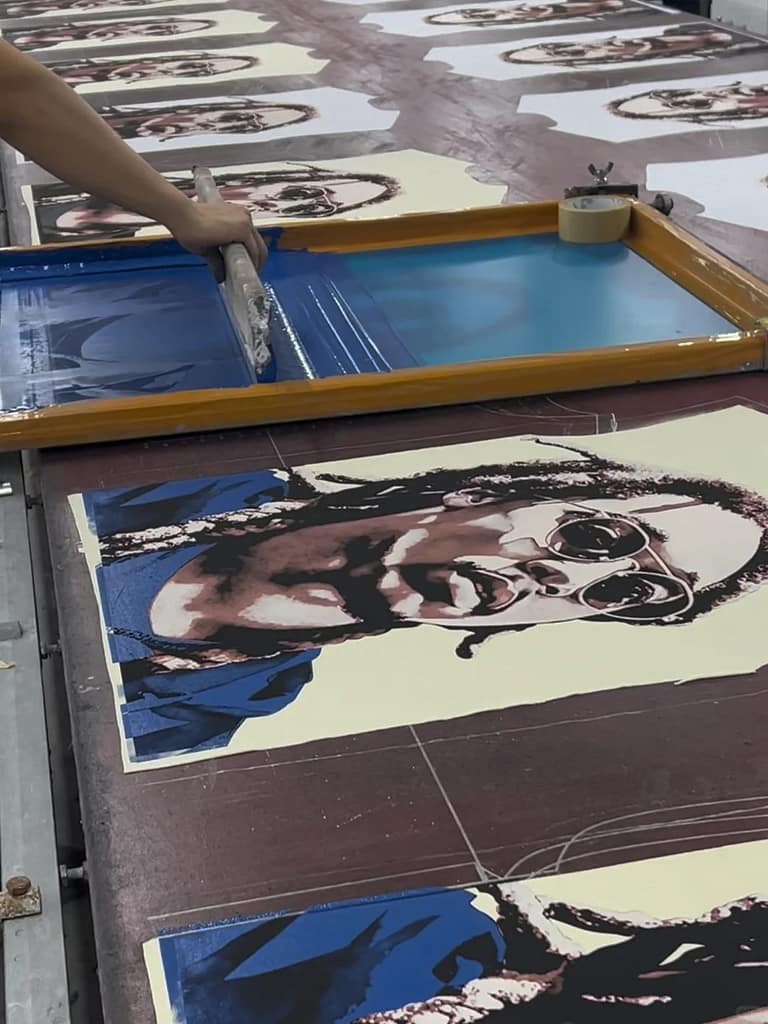
What is Screen Printing?
Screen printing is a traditional and widely-used textile printing method where ink is pushed through a mesh screen stencil onto fabric using a squeegee. Each color in the design requires a separate screen, making it ideal for bold graphics, logos, and solid-color designs but less suited for complex, multi-color gradients.
It is the foundation of many specialized printing techniques (such as puff printing, high-density printing, silicone printing, flock printing, and reflective printing), making it one of the most versatile and durable printing methods in the apparel industry.
Screen printing is commonly used in bulk production of T-shirts, hoodies, sportswear, uniforms, and promotional merchandise due to its cost-effectiveness and vibrant, long-lasting colors.
How Does Screen Printing Work?

Step-by-Step Process
- Creating the Design & Separating Colors
- The artwork is separated into individual colors, as each color requires its own screen.
- Designs are typically bold and simple, as gradients and fine details are harder to achieve.
- Preparing the Screen Stencil
- A mesh screen (traditionally made of silk but now polyester) is coated with a light-sensitive emulsion.
- The design is transferred onto the screen using UV light, hardening the emulsion while the design area remains washable.
- The washed-out areas create open spaces for ink to pass through, forming the stencil.
- Printing the Design on Fabric
- The prepared screen is placed on a printing press, and fabric is positioned beneath it.
- Ink is pushed through the mesh screen using a squeegee, applying the design onto the fabric.
- The process is repeated for each color, layering the design.
- Curing & Heat Setting
- The printed fabric is passed through a heat tunnel (150–170°C) to cure the ink permanently.
- Some inks require air drying or UV curing.
- Final Inspection & Packaging
- The print is checked for alignment, color accuracy, and durability.
Screen Printing as a Base for Other Printing Techniques
Many of the specialized printing methods rely on screen printing as their foundation, with modifications to the ink type, printing technique, or curing process. Below are some examples:
• Puff Printing – Uses screen printing but with a puff additive in the ink, which expands under heat to create a raised effect.
• High-Density Printing – A variation of screen printing where multiple layers of thick ink are built up to create a bold, structured 3D effect.
• Silicone Printing – Uses silicone-based inks instead of traditional plastisol or water-based inks, applied through screen printing for a soft, rubbery finish.
• Discharge Printing – Uses discharge ink in a screen printing process to remove dye from dark fabrics, creating a soft, breathable print.
• Flock Printing – Screen printing is used to apply adhesive, which is then electrostatically bonded with short flock fibers to create a velvet texture.
• Reflective Printing – Reflective ink (containing glass beads) is applied via screen printing to create a light-reflective effect.
Why Screen Printing is Still Dominant
Despite the rise of digital printing and transfer methods, screen printing remains the industry standard for mass production because it offers:
High durability – Prints last through multiple washes without fading.
Vibrant, opaque colors – Ideal for bold graphics on dark fabrics.
Cost-effectiveness – Economical for large-scale production.
In short, screen printing serves as the foundation for many textile printing techniques, but modern methods like DTG, sublimation, and heat transfer have expanded the possibilities for customization and small-batch production. Choosing the right method depends on fabric type, production volume, design complexity, and budget.
2. Pigment Printing

What is Pigment Printing?
Pigment printing is a surface printing technique where pigment-based inks are applied to fabric using a binder (adhesive) instead of being absorbed into the fibers. Unlike dye-based printing, pigment printing does not chemically bond with the fabric, which means the ink sits on top of the material.
This method is widely used for casualwear, home textiles, and fashion prints due to its cost-effectiveness, versatility, and ability to work on a variety of fabrics.
How Pigment Printing Works
- Preparation:
- A screen printing stencil or digital printing system is prepared.
- Pigment ink is mixed with a binder, which helps it stick to the fabric.
- Printing Process:
- Ink is applied on the surface of the fabric, rather than being absorbed.
- Different printing methods can be used, including screen printing or digital pigment printing.
- Heat Curing:
- The fabric is heat-cured (140–180°C) to set the pigment ink, improving durability.
- Final Inspection:
- The print is checked for color vibrancy, adhesion, and feel.
Advantages of Pigment Printing
Works on All Fabric Types
- Can be used on cotton, polyester, blends, and synthetic fabrics.
- Great for mixed-material garments.
Cost-Effective for Mass Production
- No need for fabric pre-treatment, reducing processing costs.
- Ideal for large-scale printing in fashion and home textiles.
Vibrant Colors & Design Variety
- Bold, rich colors with sharp details.
- Suitable for graphic T-shirts, fashion prints, and promotional apparel.
Disadvantages of Pigment Printing
Prints Sit on the Fabric Surface
- Can feel slightly stiff, especially with large designs.
- Less breathable than dye-based printing methods.
Less Durable Than Reactive or Sublimation Printing
- Can fade, crack, or peel over time with repeated washing.
- Not ideal for performance or long-lasting apparel.
Best Applications for Pigment Printing
Casualwear & Graphic T-Shirts – Used in fast fashion and streetwear brands.
Home Textiles – Bedding, curtains, and upholstery.
Tote Bags & Accessories – Cost-effective branding for fabric items.
3. Reactive Printing

What is Reactive Printing?
Reactive printing is a high-quality dye-based textile printing technique where reactive dyes chemically bond with natural fibers such as cotton, linen, silk, and rayon. Unlike pigment printing, which only sits on the fabric surface, reactive printing penetrates deep into the fabric fibers, ensuring long-lasting color vibrancy, wash resistance, and a soft feel.
This method is widely used in high-end fashion, luxury textiles, home furnishings, and premium cotton T-shirts due to its bright, durable colors and superior softness.
How Does Reactive Printing Work?
Step-by-Step Process
- Pre-Treatment of Fabric:
- The fabric is pre-treated with alkali and urea, which help the dye bond with the fiber.
- This step ensures deep dye penetration and colorfastness.
- Applying the Reactive Dye:
- The reactive dye is applied to the fabric using screen printing, rotary printing, or digital inkjet printing.
- Steaming & Fixation:
- The printed fabric is steamed at 102–105°C for 5–10 minutes.
- This step activates the dye molecules, allowing them to permanently bond with the fiber.
- Washing & Drying:
- The fabric is washed to remove any excess dye and neutralized to prevent further reaction.
- The final product is dried and checked for color vibrancy and softness.
Advantages of Reactive Printing
Permanent & Vibrant Colors
- The dye becomes part of the fabric, making it resistant to fading, cracking, or peeling.
- Brighter, deeper colors compared to pigment or plastisol prints.
Ultra-Soft & Breathable Feel
- No ink layer on the fabric surface, keeping the material lightweight and comfortable.
- Ideal for luxury apparel, soft T-shirts, and high-end textiles.
High Wash & Rub Resistance
- Prints maintain their color even after 50+ washes.
- Suitable for premium, long-lasting garments.
Works Best on Natural Fabrics
- Ideal for cotton, linen, silk, and rayon.
- Preferred for home textiles, bed sheets, and luxury fashion.
Disadvantages of Reactive Printing
More Complex & Costly Process
- Requires pre-treatment, steaming, and multiple wash cycles.
- Higher production costs compared to pigment printing.
Limited to Natural Fibers
- Cannot be used on polyester, nylon, or synthetic fabrics.
- Not suitable for athletic or sportswear.
Longer Production Time
- The process takes longer than standard screen or DTG printing due to fixation and washing steps.
Best Applications for Reactive Printing
Luxury Cotton T-Shirts & Apparel – Used by premium fashion brands.
Home Textiles & Bedding – Ideal for high-quality, durable fabrics.
Silk & Linen Dresses – Perfect for soft, breathable, and colorful prints.
Premium Accessories & Scarves – Ensures long-lasting vibrancy.
4. Digital Printing

What is Digital Printing?
Digital printing, often referred to as Direct to Garment (DTG) printing, is a modern, digital-based method for printing designs directly onto fabrics. Unlike traditional methods like screen printing or heat transfer, digital printing involves inkjet technology where water-based inks are sprayed directly onto the fabric to create the design.
This method allows for detailed, full-color designs, making it ideal for custom prints, small batches, and highly detailed artworks. Digital printing is growing in popularity because of its ability to print complex graphics and photorealistic images without the need for a screen or stencil.
How Does Digital Printing Work?
Step-by-Step Process
- Pre-Treatment of Fabric (Optional):
- Cotton fabrics are usually pre-treated with a special solution that helps the ink adhere better.
- This step is important for dark-colored fabrics, ensuring that the ink appears bright and vibrant.
- Design Creation & File Preparation:
- A digital design file (such as JPEG, PNG, TIFF, or PDF) is created and optimized for printing.
- The design file is sent directly to the DTG printer, which is similar to an inkjet printer.
- Printing the Design onto Fabric:
- The fabric is placed on the printer’s printing bed, and the DTG printer uses inkjet technology to spray ink onto the fabric.
- Full-color designs (including gradients and fine details) can be printed directly onto the garment in a single step.
- Curing & Drying:
- Once printed, the garment goes through a heat press or curing system to set the ink and ensure it is permanently bonded to the fabric.
- The heat press also ensures the print is washable and long-lasting.
- Final Inspection & Packaging:
- The garment is checked for alignment, color accuracy, and quality.
- If everything meets the quality standards, the garment is packaged and ready for delivery.
Advantages of Digital Printing
High-Quality, Detailed Prints
- Photo-realistic, high-definition prints are possible, even with complex designs that involve gradients, shades, and fine details.
- Prints have a sharp, clean appearance, perfect for designs with intricate details.
Ideal for Small Runs & Customization
- No setup costs or screens are needed, making it highly cost-effective for small orders.
- Perfect for customized apparel or print-on-demand services where each garment can be unique.
Quick Turnaround Time
- Since setup is minimal, printing can be done quickly, and the process is efficient for small batches or urgent orders.
- Works well for just-in-time production or order fulfillment.
Environmentally Friendly
- Water-based inks are commonly used in digital printing, making it more eco-friendly compared to solvent-based printing methods.
- No toxic chemicals are involved, and the waste is much lower than other methods like screen printing.
No Minimum Order Requirement
- Print-on-demand is a major advantage of digital printing. Brands can offer custom prints without having to meet minimum order requirements, which is perfect for small businesses and startups.
Disadvantages of Digital Printing
Limited to Cotton & Light Fabrics
- Works best on natural fibers like cotton, especially for DTG printing.
- Polyester fabrics (unless using sublimation printing) or dark fabrics may not yield the same vibrant results.
Higher Per-Unit Cost for Larger Runs
- Digital printing is typically more expensive per unit when compared to methods like screen printing for large orders due to slower printing speeds.
- It’s best suited for small-batch, high-quality orders, not for mass production in high volumes.
Limited Durability Compared to Screen Printing
- While DTG prints are durable, they may not be as long-lasting or resistant to fading as screen-printed garments, especially after multiple washes.
- The ink used in DTG printing can be less resistant to fading over time.
Best Applications for Digital Printing
Custom Apparel & T-Shirts – Ideal for personalized prints, photo prints, and small-batch designs.
Fashion Brands & Independent Designers – Perfect for unique, high-quality fashion designs and limited-edition collections.
Print-on-Demand Services – Small custom orders with no minimums, ideal for e-commerce businesses.
Art and Graphic Prints – Photorealistic and artistic designs for museum-quality prints and collectible merchandise.
5. Sublimation Printing

What is Sublimation Printing?
Sublimation printing is a unique heat transfer method used to create vibrant, all-over prints on fabrics, primarily polyester. Unlike traditional methods where ink sits on top of the fabric, sublimation inks turn into a gas when heated and bond directly with the fibers of the fabric. This results in vivid, durable, and long-lasting prints that become an integral part of the fabric rather than sitting on top of it.
The process is commonly used in the apparel industry, especially for creating customized sportswear, promotional garments, and fashion items. Sublimation is ideal for creating full-color, detailed designs and is particularly favored for polyester-based fabrics because the dye bonds perfectly with synthetic fibers.
How Does Sublimation Printing Work?
Step-by-Step Process
- Creating the Design
- The design is created on graphic design software (such as Adobe Illustrator or Photoshop).
- Once the design is ready, it is printed onto sublimation transfer paper using sublimation inks.
- The design should be mirrored to ensure it appears correctly when transferred.
- Pre-Treatment of Fabric (Optional)
- Polyester fabrics often do not require pre-treatment, but darker or cotton fabrics may require a special coating or pre-treatment to ensure the best ink absorption and color vibrancy.
- Pre-treatment ensures the ink bonds properly to the fabric, resulting in a vivid print.
- Transferring the Design
- The sublimation paper with the printed design is placed on the fabric and secured using heat-resistant tape.
- The fabric and paper are then loaded into a heat press machine.
- Applying Heat & Pressure
- The heat press is set to around 180°C to 200°C (356°F to 392°F), and the fabric and transfer paper are exposed to high heat and pressure for about 45 to 60 seconds.
- The sublimation inks turn into a gas and bond with the fabric fibers. The ink becomes a permanent part of the fabric at the molecular level.
- Cooling & Inspection
- After the pressing process is complete, the fabric is allowed to cool, and the transfer paper is carefully removed.
- The final product is inspected for print quality, color accuracy, and alignment.
Advantages of Sublimation Printing
Long-Lasting & Durable Prints
- Since the ink becomes part of the fabric rather than sitting on top, it is permanent and won’t peel, crack, or fade over time.
- Washable without compromising the quality of the print.
Vivid & Full-Color Designs
- Sublimation allows for rich, vibrant, full-color prints, including complex designs and photo-realistic images.
- Ideal for designs with gradients, fine details, and photographic images.
Ideal for All-Over & Seamless Prints
- Sublimation allows for edge-to-edge printing, which makes it perfect for all-over designs on clothing such as sports jerseys, T-shirts, and leggings.
- It’s also used to print large sections of apparel without worrying about gaps or inconsistencies in the design.
No Limits on Design Complexity
- Unlike traditional methods like screen printing, sublimation can print intricate patterns and multi-colored designs without the need for separate screens or layers.
- No color separation is needed, and designs can include unlimited colors.
Soft Touch & Breathability
- Because the ink binds to the fibers of the fabric, the resulting print does not add any extra thickness to the material, maintaining the fabric’s breathability and softness.
- Perfect for sportswear, activewear, and fashion apparel.
Disadvantages of Sublimation Printing
Only Works on Polyester & Synthetic Fabrics
- Sublimation works primarily on polyester fabrics (and poly-blends) because the ink bonds well with synthetic fibers.
- It does not work on cotton or dark-colored fabrics, as the ink cannot bond with natural fibers in the same way.
Limited to Light-Colored Fabrics
- While sublimation produces vivid colors on white or light-colored fabrics, it does not work well on dark fabrics because the sublimation ink is transparent.
- Printing on darker garments requires a special white coating or pre-treatment, which can add cost and complexity.
Higher Initial Setup Costs
- Sublimation printing equipment (such as the heat press, sublimation ink, and transfer paper) can have higher upfront costs compared to other printing methods, especially for large-scale operations.
Requires High-Quality Polyester Fabric
- Sublimation prints may not work as well on low-quality polyester or fabric blends with minimal polyester content.
- Polyester with a lower GSM (grams per square meter) may not produce the same vivid results.
Best Applications for Sublimation Printing
Sportswear & Athletic Apparel
Sublimation is widely used in sportswear, such as jerseys, leggings, shorts, and performance apparel, as it allows for high-quality, all-over prints that don’t compromise the fabric’s stretch or breathability.
Custom Clothing & Fashion
Fashion brands can use sublimation to create unique, colorful designs for T-shirts, dresses, and swimwear, especially those looking to customize every garment with full-body prints.
Promotional & Event Merchandise
Sublimation is a popular choice for custom giveaways, event T-shirts, and team uniforms because it offers cost-effective high-quality prints and faster turnaround times.
Custom Gifts & Hard Goods
Sublimation can also be used to print mugs, tumblers, plaques, keychains, and other promotional products. It’s ideal for creating personalized gifts and corporate branding materials.
6. Silicone Printing

What is Silicone Printing?
Silicone printing is a specialized printing technique that uses silicone-based inks to create raised, flexible, and durable prints on fabric. Unlike traditional ink-based printing methods, silicone prints do not crack, peel, or fade easily, making them ideal for high-performance clothing, sportswear, and luxury apparel.
This method is especially popular in activewear and branding because of its rubbery, soft-touch finish and excellent elasticity, allowing it to stretch with the fabric without damage.
How Does Silicone Printing Work?
Silicone printing follows a multi-step process that involves specialized materials and curing techniques. The key steps include:
- Screen Preparation:
- A silicone-compatible screen is created for the design.
- Screens need to be more durable than those used for traditional inks, as silicone has a thicker consistency.
- Silicone Ink Mixing:
- Liquid silicone ink is mixed with curing agents and pigments.
- Different formulations are used depending on the thickness, softness, and elasticity required.
- Printing Process:
- Silicone ink is applied in multiple layers to build up the desired thickness and effect.
- A special screen-printing press is used to ensure precise application.
- Curing & Heat Treatment:
- The fabric is passed through a heat tunnel at high temperatures (typically 120–150°C) to cure the silicone ink.
- This process bonds the silicone to the fabric, ensuring durability and elasticity.
- Final Quality Check:
- Printed garments are checked for elasticity, adhesion, and finish quality.
Advantages of Silicone Printing
High Elasticity & Flexibility
- Unlike plastisol or water-based inks, silicone ink can stretch significantly without cracking or peeling.
- Ideal for activewear, leggings, and sportswear that require frequent stretching.
Extremely Durable & Long-Lasting
- Resistant to abrasion, washing, and UV exposure.
- Maintains its shape, texture, and color vibrancy even after multiple washes.
Soft-Touch & Premium Feel
- Provides a smooth, rubbery, and slightly matte texture.
- Creates a luxury effect that enhances branding and fashion appeal.
Eco-Friendly & Safe
- Non-toxic & solvent-free, unlike plastisol inks that contain PVC and phthalates.
- Used in many high-end and sustainable fashion brands.
Suitable for Dark & Light Fabrics
- Works well on both dark and light-colored garments.
- Provides a rich, opaque color with a raised effect.
Disadvantages of Silicone Printing
Higher Cost
- Silicone ink is more expensive than plastisol and water-based inks.
- Requires specialized printing equipment and expertise.
Longer Production Time
- Needs multiple layers and heat curing, making the process slower.
- Not ideal for mass production of low-cost apparel.
Limited Detail for Fine Designs
- Works best with bold logos, text, and simple graphics.
- Not suitable for highly detailed images or gradients.
Best Applications for Silicone Printing
Sportswear & Activewear – Used by brands like Nike & Adidas for stretchable logos on leggings, jerseys, and compression wear.
Luxury & Premium Apparel – Enhances T-shirts, hoodies, and high-end streetwear with a sleek, raised effect.
Branding & Logos – Perfect for raised logos on caps, jackets, and performance gear.
Kids’ Clothing – Soft-touch and chemical-free, making it safe for children’s apparel.
7. Puff Printing
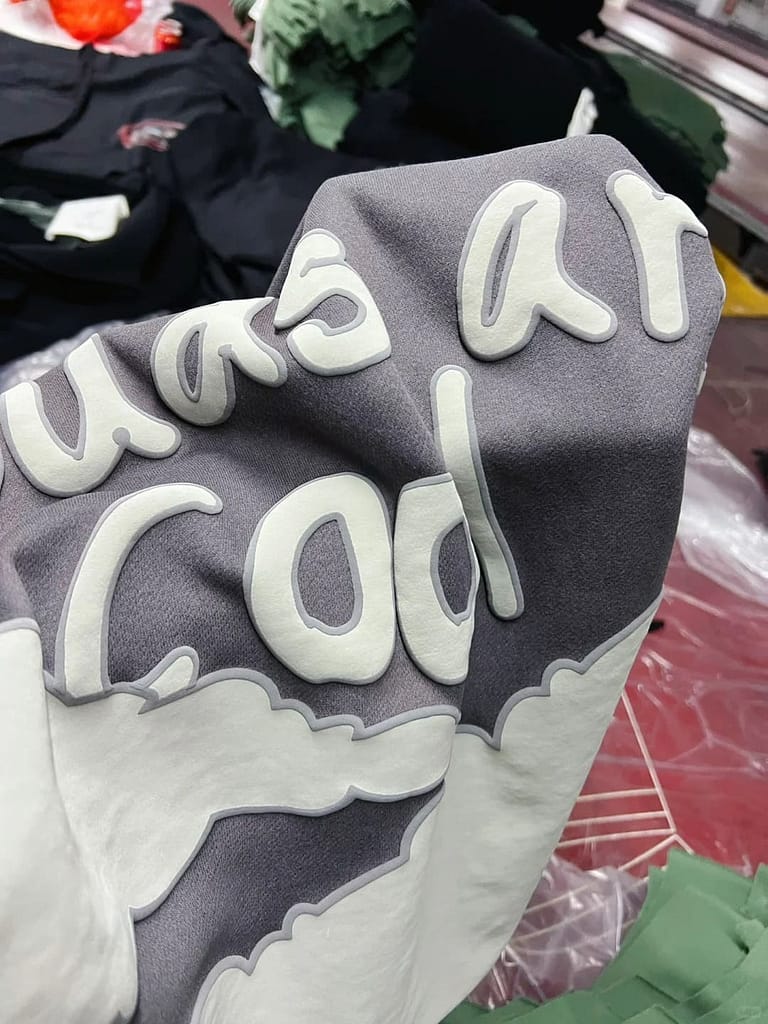
What is Puff Printing?
Puff printing is a specialized screen printing technique where a puff additive is mixed with plastisol or water-based ink. When the printed design is exposed to heat (typically 150–170°C), the ink expands and rises, creating a 3D, raised texture.
This method is widely used in streetwear, casual fashion, and children’s clothing for its soft, raised, and tactile effect. It adds a bold, eye-catching dimension to logos, text, and simple graphics.
How Does Puff Printing Work?
Step-by-Step Process
- Preparing the Screen & Design:
- A silk screen stencil is made for the design, just like in traditional screen printing.
- The screen must be suitable for thick ink application.
- Mixing the Puff Ink:
- Special puff additives are blended with plastisol or water-based ink.
- The amount of additive determines how much the print will puff up.
- Printing onto the Fabric:
- The ink is screen-printed onto the garment in thick layers to ensure proper puffing.
- Dark and light fabrics work well, but contrast should be considered.
- Heat Curing & Expansion:
- The printed garment is placed in a heat tunnel at 150–170°C.
- The puff additive reacts to heat, expanding the ink to create the raised effect.
- Final Quality Inspection:
- The print is checked for even expansion, texture, and adhesion to the fabric.
Advantages of Puff Printing
Unique 3D Raised Effect
- Creates a bold, raised texture that enhances the visual appeal.
- Adds depth and dimension to simple designs.
Soft, Smooth Touch
- Unlike traditional plastisol prints, puff prints have a soft, foam-like feel.
- Comfortable to wear, making it great for T-shirts and hoodies.
Versatile Application
- Works on cotton, polyester, fleece, and blends.
- Can be used for logos, graphics, and patterns.
Long-Lasting & Durable
- Retains its raised effect after multiple washes.
- Strong adhesion when properly cured.
Disadvantages of Puff Printing
Not Suitable for Fine Details
- Works best with bold, simple shapes and block text.
- Thin lines and intricate details may not puff evenly.
Can Crack Over Time
- If not properly heat-cured, the raised print may crack or peel.
- Needs proper washing care to maintain durability.
Limited Color Options
- Does not support complex gradients or multi-color blending.
- Each color requires a separate screen, increasing cost.
Best Applications for Puff Printing
Streetwear & Fashion Brands – Used by brands like Supreme, Stüssy, and Off-White for raised text logos.
Casual T-Shirts & Hoodies – Great for bold slogans, graphic designs, and creative typography.
Children’s Clothing – The soft, raised effect adds a fun and playful touch.
Accessories – Can be applied to caps, tote bags, and fabric-based products.
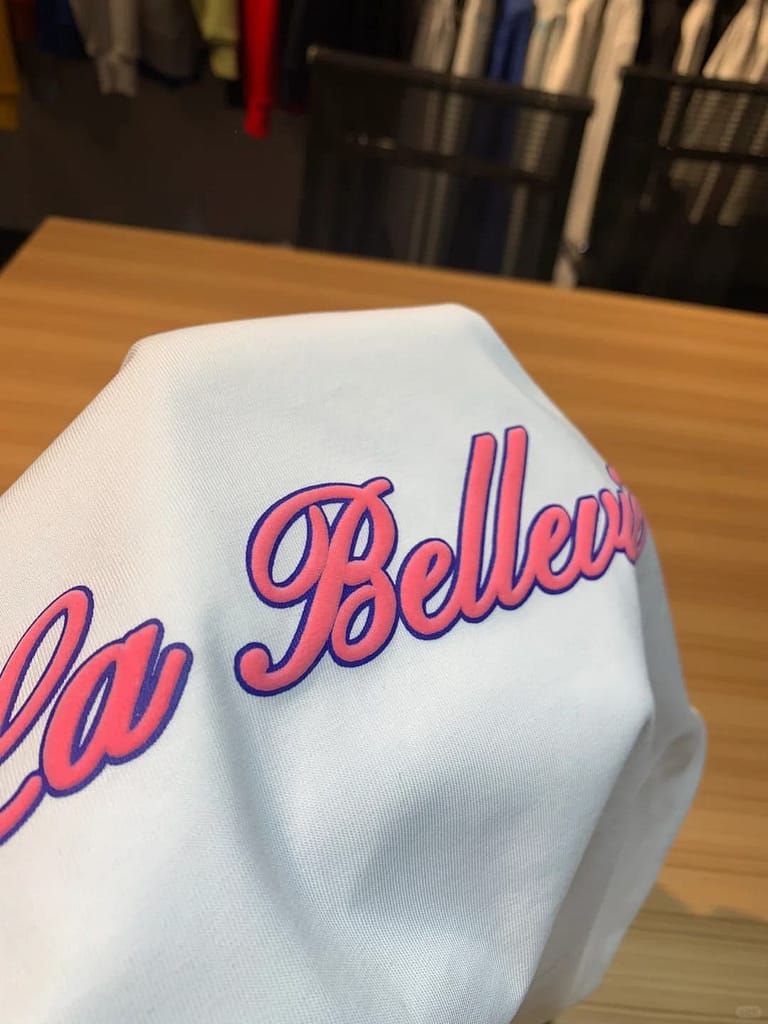
8. High-Density Printing

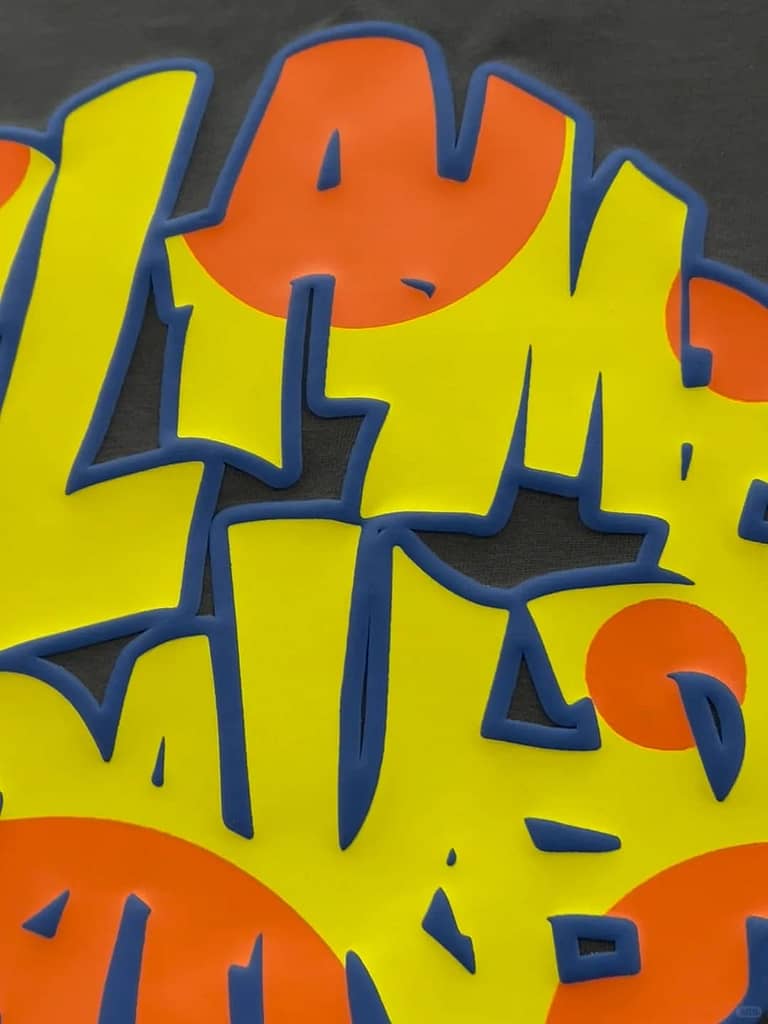
What is High-Density Printing?
High-Density (HD) printing is a specialized screen printing technique that builds up thick layers of ink to create a sharp, raised, and structured 3D effect. Unlike puff printing, which creates a soft and foamy texture, high-density prints have a more solid, rubber-like texture with crisp edges.
This technique is widely used in premium streetwear, luxury fashion, and branding because of its clean, professional look and durability.
How Does High-Density Printing Work?
Step-by-Step Process
- Preparing the Screen & Design:
- A specialized high-mesh screen is used to handle thick ink layers.
- The design should be bold, with clean edges to maintain sharpness.
- Using High-Density Ink:
- Plastisol-based high-density inks are used, which are thicker than standard screen printing inks.
- The ink is specially formulated to hold its shape while curing.
- Layering & Printing the Ink:
- Multiple passes are needed to build up thick layers of ink.
- A slow printing speed ensures precise ink application.
- Heat Curing for Durability:
- The printed fabric is placed in a heat tunnel at 160–180°C.
- This hardens the ink, ensuring long-term durability and resistance to cracking.
- Final Touches & Quality Control:
- The print is checked for sharp edges, even thickness, and texture consistency.
Advantages of High-Density Printing

Strong & Durable
- Does not peel or crack easily, even after multiple washes.
- The thick ink layer makes it more resilient than puff printing.
Crisp & Sharp 3D Effect
- Unlike puff prints, high-density prints have clean, defined edges.
- Great for logos, typography, and graphic designs.
Premium & Professional Appearance
- Creates a luxury, high-end feel, perfect for branding and fashion.
- Commonly used by designer brands and high-end sportswear.
Works on Various Fabrics
- Compatible with cotton, polyester, fleece, and synthetic blends.
- Can be used on T-shirts, hoodies, jackets, and accessories.
Disadvantages of High-Density Printing
Expensive & Slow Production
- Requires multiple ink layers, increasing material and labor costs.
- Longer drying and curing times compared to standard screen printing.
Limited Color Options
- Works best with bold, solid colors.
- Not ideal for gradients or complex images.
Heavy & Less Breathable
- Thick ink layers create a rubbery texture, which may feel heavy on lightweight fabrics.
- Less suitable for thin, breathable garments like summer T-shirts.
Best Applications for High-Density Printing
Luxury & Designer Brands – Used by premium labels for bold, structured logos and graphics.
Outerwear & Hoodies – Great for jackets, sweatshirts, and premium casualwear.
Brand Logos & Tags – Ideal for high-end branding and custom tags.
Bags & Accessories – Adds a high-end touch to tote bags, backpacks, and hats.
9. Embossed Printing

What is Embossed Printing?
Embossed printing (also called embossing or debossing) is a heat and pressure-based technique that raises (embosses) or depresses (debosses) fabric surfaces to create a 3D textured effect without using ink.
Unlike puff or high-density printing, which build up layers of ink to achieve a raised look, embossed printing molds the fabric itself, giving a sleek, elegant, and high-end appearance. It is widely used in luxury fashion, sportswear, and formalwear.
How Does Embossed Printing Work?
Step-by-Step Process
- Creating a Metal Mold (Die):
- A custom metal mold (stamp) is designed based on the artwork.
- This mold is engraved with the logo, text, or pattern.
- Placing the Fabric in the Mold:
- The fabric is positioned between the embossing plate (top) and the counter-die (bottom).
- The mold must fit the fabric type and thickness.
- Heat and Pressure Application:
- The machine applies high heat (150–200°C) and pressure for a few seconds.
- This permanently imprints the design into the fabric.
- Cooling and Setting:
- The embossed fabric is cooled to hold the shape and prevent deformation.
- Final Inspection:
- Each embossed print is checked for sharpness, depth, and texture quality.
Advantages of Embossed Printing
High-End, Luxury Appearance
- Elegant, premium look that enhances branding.
- Commonly used in luxury fashion, leather goods, and designer apparel.
No Additional Ink or Chemicals Needed
- Eco-friendly as it does not require dyes, inks, or coatings.
- The design is formed purely by heat and pressure.
Extremely Durable & Wash-Resistant
- Unlike screen prints or heat transfers, embossed designs do not fade, crack, or peel.
- Ideal for long-lasting branding on high-quality fabrics.
Soft & Breathable
- Unlike puff or high-density prints, embossed prints do not add extra weight or stiffness.
- Perfect for lightweight, breathable fabrics.
Disadvantages of Embossed Printing
Expensive & Requires Custom Molds
- A custom metal die (mold) must be created, which increases initial costs.
- Not cost-effective for small-batch production.
Limited Color & Design Options
- Works best for logos, text, and simple patterns.
- Cannot create multicolor or highly detailed images.
Fabric Compatibility Issues
- Works best on thicker, heat-resistant fabrics (cotton, denim, fleece, leather).
- Not ideal for thin or delicate fabrics like silk or chiffon.
Best Applications for Embossed Printing
Luxury & Designer Fashion – Used by brands like Gucci, Prada, and Balenciaga for premium embossed logos.
Sportswear & Performance Gear – Adds subtle branding on activewear and high-performance apparel.
Leather Goods & Accessories – Common on wallets, bags, and belts for a sleek, engraved effect.
Outerwear & Hoodies – Adds high-end texture to jackets, coats, and sweatshirts.
10. Flock Printing
What is Flock Printing?
Flock printing is a specialty textile printing technique that applies short, fine fibers (flock) to a fabric surface using adhesive, creating a velvety, suede-like texture. Unlike traditional ink-based printing, flock printing adds a raised, soft, and tactile feel to the design, making it popular in luxury fashion, sportswear, and retro-style apparel.
This technique is often used for bold logos, lettering, and patterns that require a rich, textured effect rather than a flat print.
How Does Flock Printing Work?
Step-by-Step Process
- Design Preparation:
- A stencil or screen is created for the design, just like in screen printing.
- The design is kept bold and simple since the flock fibers add texture and depth.
- Applying Adhesive:
- A special adhesive (water-based or solvent-based) is applied to the fabric in the shape of the design.
- The adhesive acts as a bonding agent for the flock fibers.
- Flocking Process:
- Tiny fiber particles (flock) are electrostatically charged and sprayed onto the adhesive-covered areas.
- The electric charge makes the fibers stand upright, creating a smooth, even texture.
- Heat Curing & Fixation:
- The fabric is heat-pressed at 150–170°C to permanently bond the flock to the adhesive.
- This step ensures durability and resistance to washing and wear.
- Final Brushing & Quality Check:
- Excess fibers are removed, and the print is inspected for uniformity and texture.
Advantages of Flock Printing
Luxurious, Velvet-Like Texture
- Flock prints have a rich, soft, and suede-like feel, adding a premium touch to garments.
- Creates a 3D-like raised effect that makes logos and text stand out.
Durable & Long-Lasting
- When properly cured, flock prints resist cracking, peeling, and fading.
- Stronger than puff printing since the fibers are bonded directly to the adhesive.
Works on Various Fabrics
- Can be used on cotton, polyester, fleece, and synthetic blends.
- Common in hoodies, sportswear, fashion T-shirts, and accessories.
Vintage & Retro Appeal
- Popular in 90s-style sportswear, varsity jackets, and classic logos.
- Often used for team jerseys and retro-inspired designs.
Disadvantages of Flock Printing
Limited Detail & Color Variety
- Works best with bold shapes and blocky text.
- Not suitable for intricate designs or gradients.
Requires Careful Washing & Handling
- Flock prints can lose fibers or become rough over time if not handled properly.
- Needs gentle washing (cold water, inside-out, air drying) to maintain its soft feel.
More Expensive Than Standard Printing
- Requires specialized equipment and electrostatic flocking machines.
- Higher material costs compared to regular screen printing.
Best Applications for Flock Printing
Retro & Vintage Fashion – Used by brands like Adidas, Nike, and Champion for classic logo prints.
Sports Jerseys & Varsity Jackets – Adds bold, soft lettering to team apparel.
Luxury Streetwear & High-End Branding – Enhances premium T-shirts, hoodies, and designer fashion.
Bags & Accessories – Applied to caps, tote bags, and fabric-based accessories for a luxury look.
11. Discharge Printing

What is Discharge Printing?
Discharge printing is a unique textile printing technique that involves removing the dye from dark fabrics to create a lighter, natural-colored design instead of layering ink on top of the fabric. This is done using discharge agents (usually sulfur-based chemicals) that bleach out the dye in specific areas, sometimes replacing it with a new color.
Unlike traditional printing methods, which add color, discharge printing subtracts color, creating a soft, vintage, and natural look. It is commonly used in streetwear, band merchandise, and high-end fashion for washed-out or distressed effects.
How Does Discharge Printing Work?
Step-by-Step Process
- Preparing the Fabric & Design:
- Works best on 100% cotton or high-cotton blends.
- A stencil or silk screen is prepared for the design.
- Applying the Discharge Ink:
- The design is screen-printed using discharge ink, which contains a chemical activator (such as zinc formaldehyde sulfoxylate).
- The ink removes the original dye from the fabric while leaving the print area soft and breathable.
- Heat Activation:
- The garment is cured in a heat tunnel at 150–170°C to activate the discharge effect.
- The dye is chemically reduced and removed, revealing the fabric’s natural color.
- Final Color & Wash Treatment (Optional):
- In discharge-overprint techniques, additional dye is mixed into the discharge ink to add new color.
- The fabric is washed and softened to remove any excess discharge chemicals.
Advantages of Discharge Printing

Soft & Breathable Prints
- Unlike plastisol or silicone prints, there is no thick ink layer, making the print feel like part of the fabric.
- Retains the fabric’s natural softness and breathability.
Vibrant & High-Contrast on Dark Fabrics
- Unlike traditional ink printing, which can look dull on dark garments, discharge printing creates highly visible, soft-edged prints.
Great for Vintage & Distressed Looks
- Used in streetwear and band merch to create washed-out, retro designs.
- Does not crack or fade over time, aging naturally with the fabric.
Eco-Friendly Alternative to Plastisol
- No plastic-based ink required, reducing environmental impact.
- Water-based discharge inks are more sustainable than traditional printing.
Disadvantages of Discharge Printing
Works Best on 100% Cotton
- Not suitable for polyester, nylon, or synthetic fabrics.
- Can have inconsistent results on fabric blends.
Limited Color Control
- The final color depends on the fabric’s original dye and reaction to discharge ink.
- Some colors (such as royal blue or kelly green) do not discharge well.
Requires Special Handling & Ventilation
- The discharge process involves chemical reactions, requiring proper ventilation and safety precautions.
- Not ideal for DIY printing or small-scale operations.
Best Applications for Discharge Printing
Band Merch & Rock Apparel – Used in concert T-shirts and vintage-style music merch.
Premium Streetwear & Fashion – Popular with brands like Supreme, Stüssy, and Off-White.
Sportswear & Team Apparel – Creates lightweight, breathable logos and graphics.
High-End Casualwear – Works well for distressed T-shirts, hoodies, and faded prints.
12. Reflective Printing
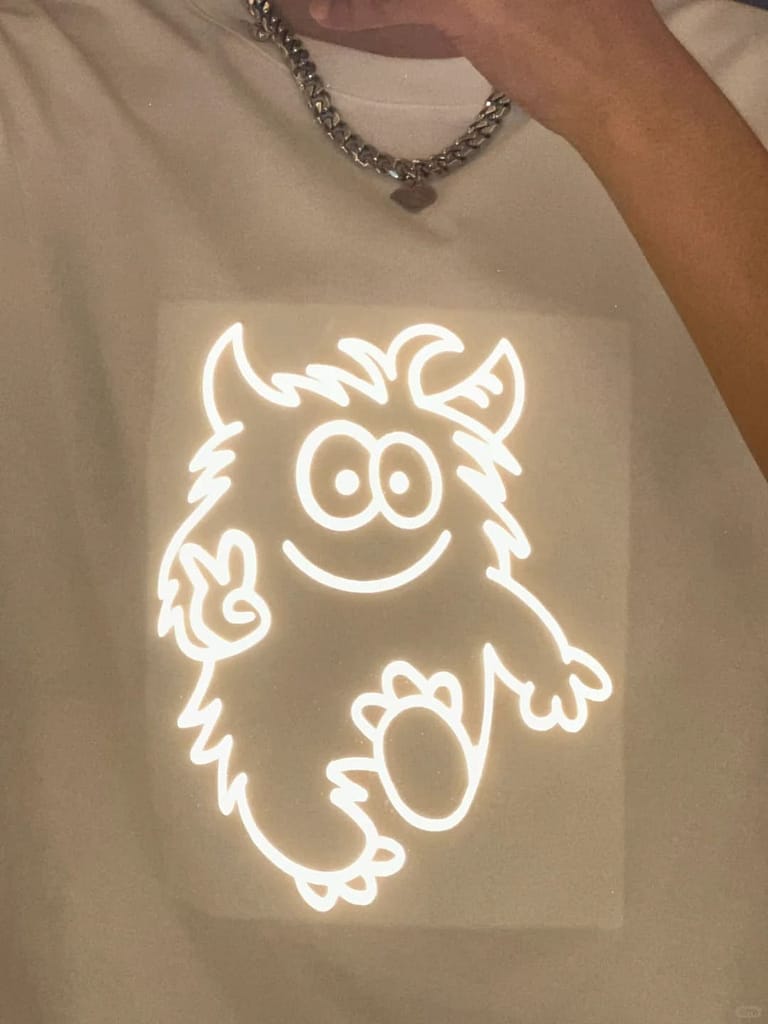
What is Reflective Printing?
Reflective printing is a specialized textile printing technique that uses light-reflective materials to create prints that are highly visible in low-light or dark conditions. These prints remain subtle under normal lighting, but when exposed to direct light (e.g., car headlights, flash photography, or streetlights), they reflect light back, making the design stand out sharply.
This technique is widely used in sportswear, safety gear, night-time running gear, cycling apparel, and fashion streetwear for both practical and aesthetic purposes.
How Does Reflective Printing Work?
Step-by-Step Process
- Preparing the Design & Screen:
- A screen printing stencil is created, similar to traditional screen printing.
- The design should be bold and not too detailed to maximize reflection.
- Applying Reflective Ink or Film:
- Two main types of reflective printing are used:
A. Reflective Ink: A special ink mixed with micro-glass beads or metallic particles is screen-printed onto the fabric.
B. Reflective Heat Transfer Film: A thin, reflective vinyl film is cut into the design shape and heat-pressed onto the fabric.
- Two main types of reflective printing are used:
- Curing & Heat Activation:
- Printed garments are placed in a heat tunnel (for ink) or heat-pressed (for reflective vinyl film) to set the design permanently.
- Final Testing & Quality Check:
- The reflectivity is tested by shining a direct light source (like a flashlight) at different angles to ensure proper visibility.
Advantages of Reflective Printing

High Visibility & Safety Feature
- Ideal for sports, outdoor activities, and workwear.
- Increases visibility at night or in low-light conditions.
Durable & Weather-Resistant
- Reflective prints are resistant to water, UV exposure, and wear.
- Long-lasting compared to regular screen prints.
Fashion-Forward & Futuristic Aesthetic
- Used in high-end streetwear (e.g., Off-White, Nike, Adidas) for a high-tech, reflective look.
- Creates bold visual effects in photography and night-time settings.
Works on Various Fabrics
- Can be applied to cotton, polyester, fleece, and synthetic blends.
- Suitable for jackets, leggings, hoodies, bags, and caps.
Disadvantages of Reflective Printing
Expensive Compared to Regular Printing
- Requires specialized reflective inks or films, increasing material costs.
- More expensive than plastisol screen printing.
Slightly Stiff Texture
- Reflective heat transfer film prints feel stiffer compared to ink-based prints.
- May reduce breathability in large designs.
Limited Color Options
- Typically available in silver, gray, or monochrome shades.
- Not suitable for full-color, complex images.
Best Applications for Reflective Printing
Sportswear & Running Gear – Used by brands like Nike & Adidas for night visibility.
Cycling & Outdoor Apparel – Helps increase road safety at night.
Safety & Workwear – Used in construction, police, and emergency response uniforms.
Streetwear & High-Tech Fashion – Creates a futuristic, eye-catching effect in photography.
13. Photochromic Printing
What is Photochromic Printing?
Photochromic printing is a high-tech textile printing method that uses photochromic (light-sensitive) dyes or inks that change color when exposed to UV light or sunlight.
Under normal indoor lighting, the design may appear transparent or faint, but when exposed to direct sunlight or UV light, it transforms into vivid colors or a hidden pattern appears.
This technique is widely used in fashion, kids’ clothing, novelty apparel, and tech-inspired designs due to its interactive and dynamic visual effects.
How Does Photochromic Printing Work?
Step-by-Step Process
- Preparing the Design & Screen:
- A screen is prepared, just like in traditional screen printing.
- Designs often include hidden patterns or color-changing elements.
- Applying Photochromic Ink:
- Special photochromic dye or ink is screen-printed onto fabric.
- The ink is transparent or lightly colored indoors but changes color when exposed to sunlight.
- Heat Curing for Durability:
- The printed garment is heat-cured at 150–180°C to ensure ink stability.
- Final Testing:
- The garment is tested under UV light or sunlight to check color-changing performance.
Advantages of Photochromic Printing
Unique & Interactive Design
- Creates dynamic, eye-catching apparel that changes with light exposure.
- Perfect for fashion innovation, kids’ clothing, and novelty products.
Invisible or Faint Indoors, Vibrant Outdoors
- Dual-effect printing makes designs look minimalistic indoors but highly visible outdoors.
Works on Various Fabrics
- Compatible with cotton, polyester, fleece, and blends.
- Can be used on T-shirts, hoodies, jackets, and accessories.
UV-Responsive & Fun for All Ages
- Used in children’s fashion to create playful, engaging designs.
- Appeals to tech-inspired and futuristic fashion trends.
Disadvantages of Photochromic Printing
More Expensive Than Standard Printing
- Requires specialty inks that are more costly than traditional dyes.
- Higher production costs due to ink sensitivity and special handling.
Limited Durability Over Time
- Photochromic effects may fade after multiple washes.
- Proper care (cold wash, no direct ironing) is needed to maintain longevity.
Works Best on Light-Colored Fabrics
- The effect is less visible on dark fabrics.
- White or light-colored garments enhance color contrast.
Best Applications for Photochromic Printing
Interactive Streetwear & Fashion – Used in futuristic and tech-inspired designs.
Kids’ Clothing & Novelty Wear – Makes fun, color-changing T-shirts.
Outdoor & Summer Apparel – Enhances UV-reactive beachwear and activewear.
Limited-Edition & Custom Designs – Used in unique, artistic collections.
14. Heat Transfer Printing

What is Heat Transfer Printing?
Heat Transfer Printing is a versatile and cost-effective printing technique that involves transferring a pre-printed design onto fabric using heat and pressure. Unlike screen printing or direct-to-garment (DTG) printing, which apply ink directly onto the fabric, heat transfer printing first prints the design onto a special transfer paper or vinyl, which is then pressed onto the fabric.
This method is widely used in custom apparel, sportswear, promotional items, and small-batch production due to its flexibility, sharp detail, and ability to print on demand.
How Does Heat Transfer Printing Work?
Step-by-Step Process
- Creating the Design:
- The design is first printed onto heat transfer paper or vinyl using a digital printer or vinyl cutter.
- For full-color designs, an inkjet or sublimation printer is used.
- For vinyl-based designs, a plotter cuts the design from a sheet of heat transfer vinyl (HTV).
- Positioning the Transfer on the Fabric:
- The printed transfer is placed face-down on the fabric, ensuring proper alignment.
- Applying Heat & Pressure:
- A heat press machine is used to apply heat (usually 150–180°C) and high pressure for 10–30 seconds.
- The heat activates the adhesive backing, bonding the design to the fabric.
- Peeling & Finishing:
- Depending on the transfer type, the backing paper or vinyl carrier sheet is peeled off (hot peel or cold peel).
- The final print is checked for adhesion, clarity, and durability.
Advantages of Heat Transfer Printing
High-Quality, Full-Color Printing
- Produces sharp, detailed, and vibrant images, ideal for complex and colorful designs.
- Allows for photographic-quality printing.
Cost-Effective for Small Runs
- Unlike screen printing, which requires expensive setup costs, heat transfer printing is affordable for short-run orders.
- Ideal for custom one-off designs and print-on-demand businesses.
Works on Various Fabrics
- Can be applied to cotton, polyester, blends, and even non-textile surfaces (bags, caps, etc.).
- Different types of transfers allow for customization based on material type.
No Drying Time Required
- Once heat-pressed, the design is instantly ready to wear, unlike screen printing which requires drying.
DIY & Easy to Customize
- Perfect for small businesses, personalized gifts, and DIY projects.
- No need for expensive industrial printing equipment.
Disadvantages of Heat Transfer Printing
Less Durable Than Direct Printing Methods
- Heat transfer designs may crack, peel, or fade over time, especially with frequent washing.
- Vinyl-based transfers last longer but have a rubbery feel.
Not Ideal for Bulk Production
- While great for small batches, it is slower and less cost-effective for large-scale production.
- Screen printing is better suited for mass production.
Fabric Flexibility Limitations
- Vinyl transfers can feel stiff and reduce fabric breathability.
- Not recommended for high-stretch garments like compression wear.
Best Applications for Heat Transfer Printing
Custom T-Shirts & Hoodies – Ideal for print-on-demand and small businesses.
Sports Jerseys & Uniforms – Used for names, numbers, and logos on athletic apparel.
Promotional Products & Accessories – Works on caps, bags, and giveaway merchandise.
DIY & Personalized Apparel – Perfect for custom gifts and small-scale production.
FAQ – Apparel Printing Techniques
1. What is the best printing method for T-shirts?
The best printing method depends on your needs:
- Screen Printing – Best for bulk production, durability, and solid colors.
- DTG (Digital Printing) – Best for small-batch, custom, and detailed prints.
- Sublimation Printing – Best for polyester fabrics and all-over designs.
- Heat Transfer Printing – Best for one-off prints and small orders.
2. What is the most durable printing method?
- Screen Printing (Plastisol Ink) – Long-lasting and withstands multiple washes.
- Sublimation Printing – Ink bonds with fabric, making it permanent and fade-resistant.
- Silicone & High-Density Printing – Best for sportswear and high-performance apparel.
3. Which printing method is best for full-color and photographic prints?
- DTG (Direct-to-Garment) Printing – Best for detailed, photo-quality prints on cotton.
- Sublimation Printing – Best for vibrant, all-over prints on polyester.
- Heat Transfer Printing – Good for small-scale, full-color prints on various fabrics.
4. Which printing method is best for dark fabrics?
- Plastisol Screen Printing – Creates opaque, vibrant prints on dark colors.
- DTG Printing (with white ink base) – Works well on dark cotton fabrics.
- Discharge Printing – Removes dye from dark cotton fabrics to create soft prints.
- Heat Transfer Vinyl (HTV) – Great for bold designs and simple logos.
5. Which printing method is best for sportswear and activewear?
- Sublimation Printing – Best for polyester-based jerseys and activewear.
- Silicone Printing – Highly stretchable and durable for performance apparel.
- Reflective Printing – Ideal for high-visibility and outdoor sportswear.
6. Can I print on cotton using sublimation printing?
No, sublimation only works on polyester or polyester-coated surfaces. For cotton, DTG printing or screen printing is recommended.
7. What is the best printing method for small businesses or print-on-demand?
- DTG (Direct-to-Garment) Printing – No setup costs, good for custom orders.
- Heat Transfer Printing – Good for one-off prints and low-budget production.
8. What is the difference between screen printing and digital printing (DTG)?
- Screen Printing – Uses stencils and ink layers, best for bulk production.
- DTG (Digital Printing) – Uses inkjet technology, best for small orders and complex designs.
9. How do I choose the best printing method for my business?
- Fabric Type – Cotton (DTG, Screen Printing), Polyester (Sublimation, Silicone).
- Quantity – Small orders (DTG, Heat Transfer), Large orders (Screen Printing).
- Durability – High wash resistance (Sublimation, Screen Printing).
- Design Complexity – Photo-realistic (DTG, Sublimation), Simple Bold Graphics (Screen Printing).
- Budget – Affordable (Heat Transfer, Pigment Printing), Premium (Silicone, High-Density).
10. Can I use multiple printing methods on one garment?
Yes! Many fashion brands use hybrid techniques like:
- Screen Printing + Embossing – To create raised logos.
- Sublimation + Reflective Printing – For fashionable, high-visibility sportswear.
- Heat Transfer + DTG – For cost-effective custom prints with texture.











